053288983878
13506391056
13506391056


刀具是依靠其切削部分切削木材的。因此刀具的角度應該是指刀具的切削部分一一楔形切刀具的角度。實際上,楔形切刀本身只有前、后刀面之間的夾角可以在切刀上直接測量,而影響切削的其他角度與刀具和工件的相對運動方向有關,需要借助坐標平面加以確定。為了便于反映刀具幾何屬性在切削過程中的功能,一般選取以下兩個坐標平面。
(1)切削平面:
通過切削刃與加工表面相切的平面。即主運動速度向量V和切削刃所組成的平面。主運動是直線運動且切削刃是直線時,切削平面和加工表面重合。主運動為回轉運動時,切削平面的位置隨刃口位置的改變而改變,。
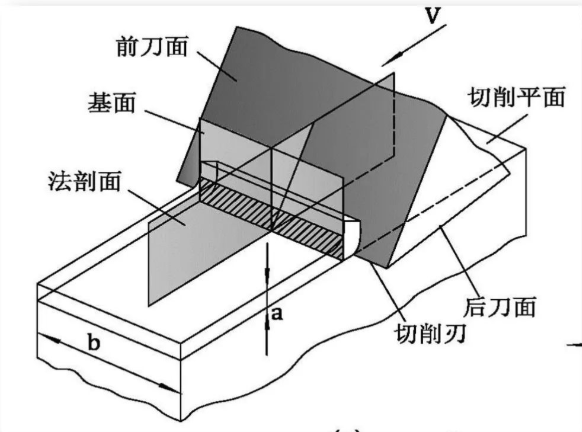
(2)基面:
通過切削刃垂直于主運動速度向量V,也就是垂直于切削平面的平面。若主運動是回轉運動,基面則通過刀具或工件的回轉軸線所示。
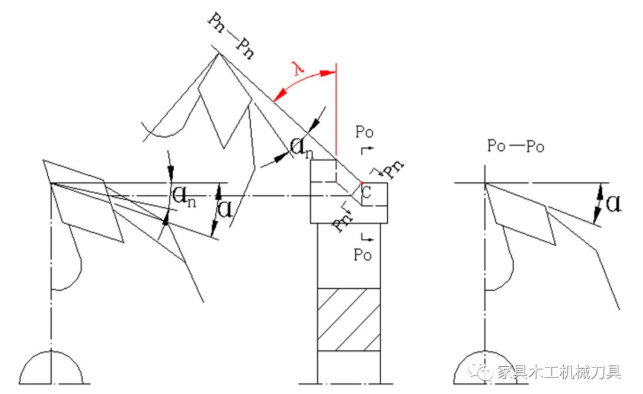
在上述坐標系中測量刀具角度時,角度的大小隨測量平面相對切削刃的位置不同而異。規(guī)定垂直于切削刃在基面投影的法向剖面為測量平面。在該平面中量得的刀具角,是設計、制造刀具時,刀具圖紙上標注的刀具角度參數(shù),也是刀具刃磨時需要保持的刀具角度參數(shù)。
木工刀具標注的角度參數(shù)為
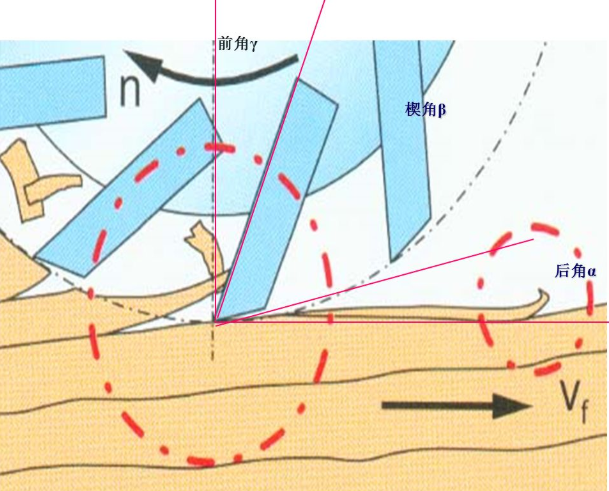
(1)前角y:
前刀面與基面之間的夾角。表示前刀面相對基面的傾斜程度,它主要影響切屑的變形。當前刀面與基面重合時,前角為零,在圖12中前刀面相對基面順時針方向傾斜,前角為“+”值,逆時針方向傾斜,前角為“一”值。
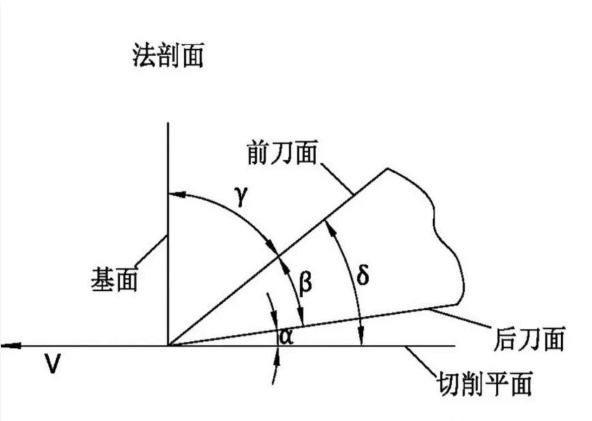
(2)后角a:
后刀面與切削平面之間的夾角。表示后刀面相對切削平面的傾斜程度,它主要影響刀具后面與工件之間的摩擦。
(3)楔角B:
前刀面與后刀面的夾角。它反映了刀具切削部分的鋒利程度和強度。
(4)切削角8:
在實際切削過程中,刀具的角度將受切削運動、切削刃安裝高度和刀具磨損等因素的影響發(fā)生變化。也就是說,刀具的工作角度不等于標注的角度。下面僅以切削運動對刀具的影響為例,給予分析。
決定刀具標注角度的坐標平面—切削平面,是主運動速度向量V和切削刃所組成的平面。如果刀具只靠一個主運動完成切削過程,那么標注角度就是工作角度;
如果刀具依靠同時進行的主運動和進給運動切削木材,那么由于相對運動速度向量(V)偏離主運動速度向量(V)-a[an= arctan(U/V)],相應的新切削平面也偏離原來切削平面-an,因此刀具的實際工作后角aw=a-am(圖1-4),比原來減少了。
通常主運動速度遠遠大于進給運動速度,am角小于1°,因而可以用標注角度代替工作角度。只有在主運動速度與進給運動速度相差較小時,才需要考慮刀具的工作角度。
前刀面與切削平面之間的夾角。表示前刀面相對切削平面的傾斜度。在切削的過程中,切削角的作用和前角的作用相同,它是用相反的數(shù)量概念來表達跟前角一致的作用。換句話說,如果前角大,相應的切削角就小。
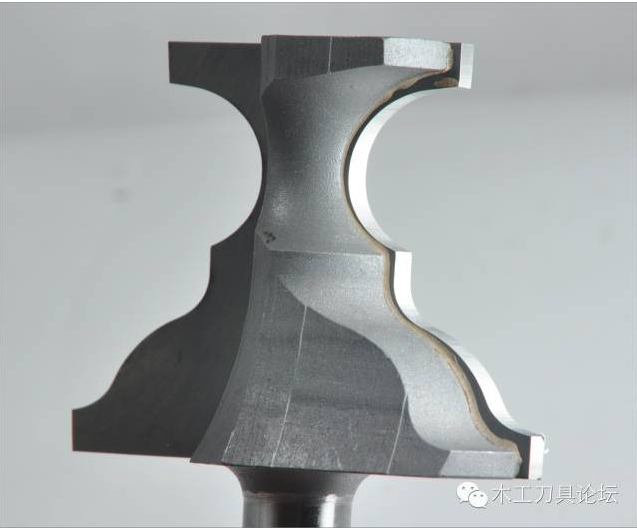
設計師在設計這些木工刀具的時候不是只憑外觀的美麗而去設計,他們必須將刀具的抗壓性,抗震性以及是否符合人體使用結構等各個因素考慮進去。一些家具五金的應用,如果一個木工刀具的角度參數(shù)設計合理,不僅能夠延長刀具的使用壽命而且用起來也會感覺比角度參數(shù)設計不合理的要順手省力許多。
木工刀具常用角度選擇
銑刀后角α的主要功用是減小后刀面和切削平面木材的摩擦,通常在8—15°范圍內(nèi)選取。
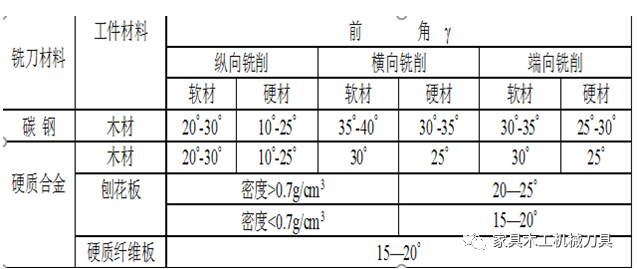
銑刀前角γ根據(jù)工件材性、工件截形高度和刀具材料決定。
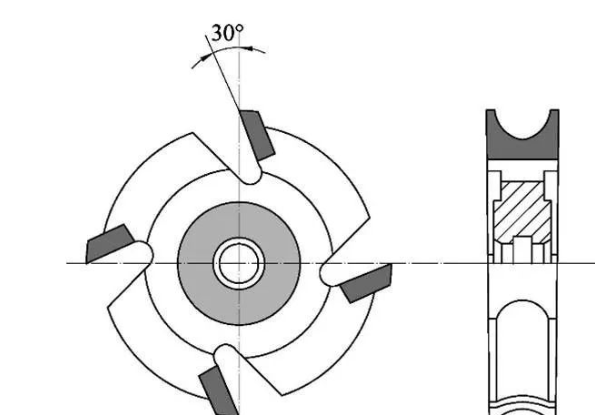
楔角:當切削硬闊葉材時,要求刀具刃口強度高,在后角α一定條件下,應適當降低前角γ以增大楔角β。
當工件截形較大時,應該驗算刀齒廓形最低點的楔角β。
對于碳鋼(碳素工具鋼、合金工具鋼和高速鋼)銑刀, βmin>30°;
對于硬質(zhì)合金銑刀,βmin>45°。
在最低點楔角不滿足要求時,可降低選定的前角和后角,以增大最低點的楔角。
加工實木
(1)木工刀具最典型的應用就是加工實木,設計加工實木的木工刀具時,依據(jù)所具體加工的實木硬度(密度),給刀具的前角合適變化范圍在10°到25°之間,影響前角大小的因素除了木材硬度之外,還有機床結構,刀具結構,耐用度、鋒利程度等條件的限制,立軸機用刀具與鑼機用刀具的前角明顯就不能設計成一樣的。
(2)一般立軸機用刀具的前角被廣泛設計成15°左右(這里指刀具最大外圓處的前角)。靠近中心處的前角角度一般都大于35°了。也就是說:越遠離中心,前角越小;剛剛相反,鑼機用的鑼刀剛好是越遠離中心,前角越大。當然,鑼刀受客戶要求的約束,有時候必須做成沒有前角的結構(就是0°前角)。而立軸機用銑刀再怎么限制也不會做成0°前角。這里的經(jīng)驗后角一般取15°,鑼刀就不一定了,有的鑼刀受結構限制,后角可能會做的很大(為了防止干涉)。
加工軟性材料
(1)木工刀具在加工軟性材料時,如有機玻璃、紙張復合材料、塑料、布料合成材料等,所應該使用的前角一般隨材料的越來越軟,采用越來越大的前角和后角,這時候的刀具主要考慮的不是使用壽命而是鋒利程度,其主要目的是為了獲得更加理想的粗糙度(光潔度)。只要刀具結構允許,我們一般都是將前角和后角做到盡量大。
加工刨花板、貼紙板、三聚氫胺板等材料
木工刀具一般設計前角時主要就是針對這類板才,一般前角取15°到35°,采用最多的是15°到20°,后角一般在15°到20°。這樣,既兼顧了鋒利又有足夠的使用壽命。
本文標簽:
版權說明:如非注明,本站文章均為青島金宏森機械有限公司原創(chuàng),轉載請注明出處和附帶木材切削原理與刀具:關于木工刀具的角度與選擇本文鏈接。
 上一篇:什么時候你的木工機械需要大修?
下一篇:角度位移傳感器工作原理及實際應用解析
上一篇:什么時候你的木工機械需要大修?
下一篇:角度位移傳感器工作原理及實際應用解析