053288983878
13506391056
13506391056


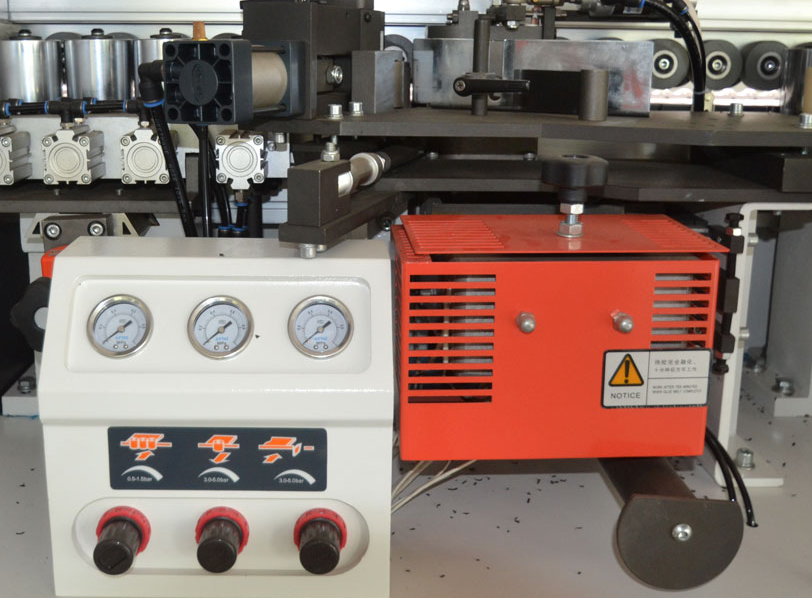
封邊機涂膠系統(tǒng)詳細說明
涂膠系統(tǒng)用于在工件邊上涂抹釉熔膠
注意事項:
·壓膜邊/條必須等寬平行剪切
·壓膜寬度應(yīng)為工件厚度+4mm。
·長度附加囂大為50mm。
·溶膠容器一定要保持清潔。
·一定要遵守釉熔膠生產(chǎn)廠商的安全措施和工作規(guī)范。
·在加工時不要觸摸組件上不受保護的部分。
·釉熔膠的加工溫度為180℃到200℃。
·檢查熱傳感器是否在正確的位置!
部件功能
·熔膠容器將填允釉膠合劑。
·熔膠將在熔膠容器中被熔化
·旋轉(zhuǎn)橡膠軸將熱的釉膠合劑輸送到工件上
·定量裝置控制供給量
·調(diào)整螺絲調(diào)整涂膠軸的垂直
·調(diào)整螺絲調(diào)整涂膠軸與工件之問的距離
涂膠軸的設(shè)置
涂膠軸和導(dǎo)向器的距離,涂膠系統(tǒng)是彈性安裝的,距離最大值為0 5mm。
設(shè)定距離
·鎖緊固定螺釘
·松開頂絲上的鎖緊螺母
·調(diào)整頂絲,使導(dǎo)向器工作而與封邊而面的垂直距離為0.1-0.5mm。
注意事項:
在更換涂膠軸之后檢測設(shè)置,如需要的話重新設(shè)置。
開動(通過齒輪和鏈輪傳動)
涂膠系統(tǒng)將通過齒輪和鏈輪傳動到工作位置。
·開啟封邊機的輸送帶功能
·開啟加熱涂膠功能
·松開頂絲上的螺母調(diào)整出膠量
·工件被輸送帶傳送到涂膠軸的位置
·邊膜被送帶輥傳送到涂膠軸的前方等量溶膠涂層,只有當熔膠滾輪平行于工件時,才能使涂到工件上的膠層均勻
·通過調(diào)整始桿7、9來調(diào)整涂膠軸與工件封邊面的平行
注意事項:
小心對溶膠定量,過量的熔膠會污染下列組件!
危險:在停止走刀的情況下涂膠軸繼續(xù)轉(zhuǎn)動不要碰觸傳動部件
加熱系統(tǒng)
·給膠器將通過電熱元件加熱。
·預(yù)選的溫度將通過個控制系統(tǒng)保持恒定
注意事項:
在控制區(qū)對溫差和設(shè)定值進行更改
設(shè)定溫度
主要以熔膠生產(chǎn)廠家的設(shè)定為依據(jù)。
·打開加熱系統(tǒng)和熔膠滾輪傳動熔膠器將升溫
·當溫度達到設(shè)定溫度(180。C)時,滾輪開始旋轉(zhuǎn)。
更換釉熔膠
注意事項:
結(jié)束生產(chǎn)前降低溶膠標高到低水平。
·關(guān)閉機器
·取下熔膠容器的蓋罩
·將熔膠容器中的左右兩個邊條插入仍然是液態(tài)的熔膠中
·讓熔膠容器冷卻
·打開機器并加熱
·通過容器上的防黏附涂層,町以用兩個邊條清空剩余熔膠
·使熔膠容器引溫到大約150。c
·關(guān)閉機器
·清除填允區(qū)域內(nèi)的氧化物殘余
本文標簽:
版權(quán)說明:如非注明,本站文章均為青島金宏森機械有限公司原創(chuàng),轉(zhuǎn)載請注明出處和附帶封邊機涂膠系統(tǒng)詳細說明本文鏈接。
 上一篇:封邊機開機前準備工作與膠鍋設(shè)置
下一篇:曲線封邊機常見故障及排除方法
上一篇:封邊機開機前準備工作與膠鍋設(shè)置
下一篇:曲線封邊機常見故障及排除方法